


Data Sheet
Download
Your integrated solution provider for measuring technology in pipe extrusion
Innovative products for sustainable success of our customers
WARP 125
YOUR COST-EFFECTIVE ADVANTAGE IN PIPE PRODUCTION
Innovation and cost-efficiency come together in the WARP 125 radar measurement system from iNOEX. Our system offers aan easy entry into high-end radar technology for extrusion, while delivering highest precision and flexibility. WARP 125 is the answer to the challenges of modern pipe production and sets new standards in efficiency and user comfort.


iNOEX’s proven radar technology ensures efficient quality control. With 8-point measurement, you get accurate and reliable results – regardless of production conditions. The wide measuring range and high measuring frequency enable fast and precise monitoring of your products.
Mono or dual-strand: WARP 125 adapts to your requirements and grows with your production goals. Expandability with gravimetrics, thermal pipe head centering, and proven iNOEX control loops makes the system the ideal solution for a wide range of applications. This way, you make your production even more efficient and future-proof.
WebIQ software and the modern 21” terminal provide an intuitive interface that makes even complex processes easy to control. In dual-strand applications, both strands can be controlled from a single terminal with the usual level of detail. The overall line overview, including the most important parameters, remains available at all times. Maintenance and adjustments are possible during ongoing production – saving time and costs and ensuring maximum availability.
With WARP 125, you benefit from lower investment costs while gaining access to state-of-the-art measurement technology. The economical access to high-end radar technology enables rapid ROI and sustainable improvement of your competitiveness.

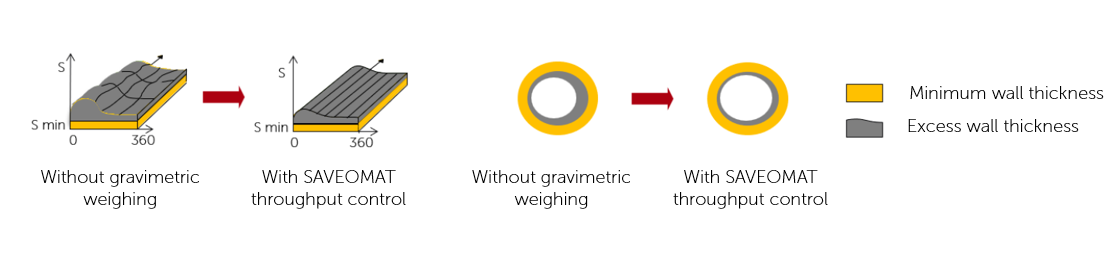
Every raw material is subject to variations in bulk density. Gravimetric weighing allows the resulting fluctuations in mass throughput to be recorded and automatically corrected. In principle, the use of gravimetry opens up two control options: Mass throughput control and metre weight control.
Mass throughput control:
Mass throughput control regulates the extruder speed as a function of the material being fed into the extruder.
Weight per metre control:
The take-off speed is controlled as a function of the amount of material fed into the extruder. This keeps the weight per metre constant and eliminates variations in wall thickness in the extrusion direction. The smaller variations also reduce the target wall thickness, which saves material. The increase in productivity is proportional to the material saved.
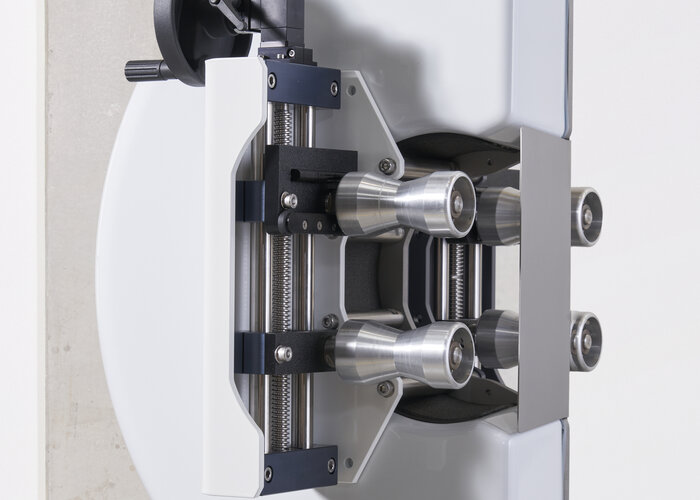
The wall thickness measuring system is integrated into the production line and provides additional control of the extrusion process. The system allows measurement of key parameters such as diameter, wall thickness, ovality and eccentricity.
Thin section control:
In thin section control, the tube or hose is measured first. The thinnest point defines the control section. The controller then calculates the new target weight per metre and adjusts the haul-off speed, which also changes the wall thickness. In this way, variations in mass throughput and wall thickness are recorded and adjusted individually. This further reduces the weight per metre. Wall thicknesses are significantly reduced while maintaining the minimum wall thickness.

Find out more about our measurement technology that enables this next step in extrusion line automation. State-of-the-art technologies such as ultrasound, radar, terahertz or X-ray are used to measure wall thickness and diameter with the highest precision.
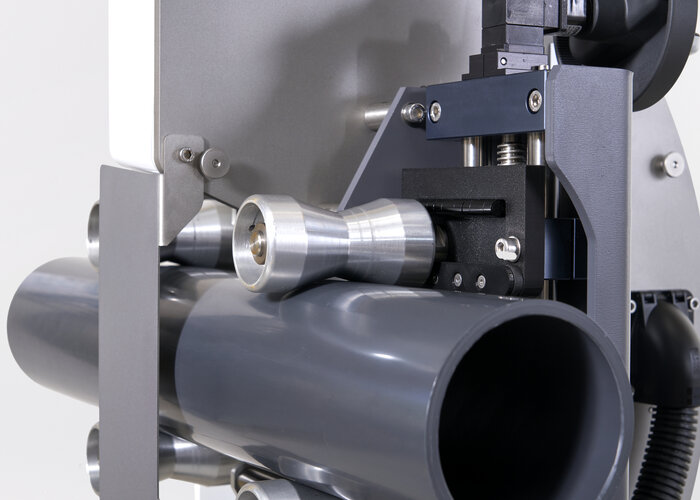
Thermal die head centering:
Thermal die head centering for PVC pipe is a further control step in the automation of extrusion lines and enables additional material savings. The measurement data from the measuring system can be used as a starting point for manual pipe centering. The wall thickness distribution and pipe geometry are recorded by the measuring system and temperature adjustments are then made according to the optimum wall thickness and pipe geometry. This is done by defining and setting new target values for the temperature zones. The resulting change in melt speed in the heating zone reduces eccentricity. This results in a further reduction in weight per metre, an increase in savings potential and perfect end products.

Our sales team is available to you as a competent partner for individual advice at any time.
References
iNOEX is proud of the many successfully installed systems around the world. They are a strong reflection of the overall performance of the iNOEX team. Please check out our Success Stories with exciting project descriptions and be convinced of the satisfaction of our customers.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}