CURRENT CHALLENGES
In addition to the global challenges of international supply chains and overall economic development, there are a number of other challenges currently facing much of the plastics processing industry, including pipe, hose and cable manufacturers.
- Maintaining competitiveness
- High demands on product quality
- Increasing demands for process and product data documentation
- Shortage of skilled labour reduces process knowledge on the shop floor
- Rising material prices and stringent sustainability targets
- Digitisation of the manufacturing environment
WE PROVIDE THE SOLUTION
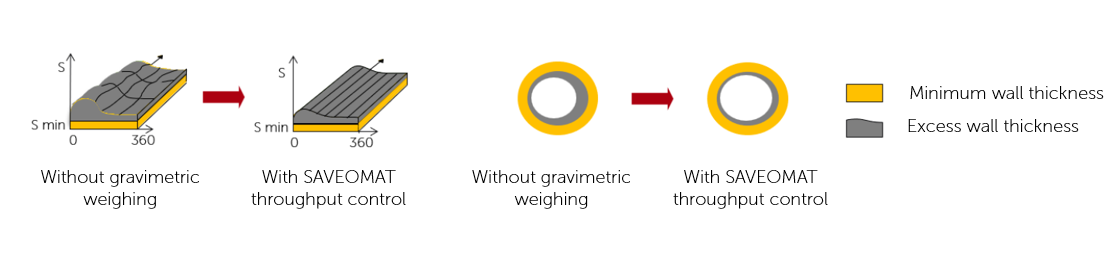
To meet these challenges, it is necessary to be able to respond flexibly to market changes while maintaining the highest standards of product quality, precision and documentation. Not only is clarity about wall/layer thickness distribution important, but also compliance with limit values for ovality and eccentricity. A high level of user-friendliness and ease of operation when adapting to changing product parameters, as well as the robustness and durability of the installed components, are crucial.